AI in Manufacturing: The 2026 Guide to Smart Factories & ROI
- Publised February, 2026
-
Duc Nguyen (Dwight)
AI in manufacturing is transforming factories with predictive maintenance, automation, and data driven decisions. Learn benefits, use cases, and adoption steps.
Table of Contents
Toggle
Key Takeaways
- AI is transforming manufacturing by enhancing efficiency, reducing costs, and improving quality.
- Key AI technologies include machine learning, computer vision, robotics, NLP, digital twins, and generative AI.
- Challenges to AI adoption include high initial investment, data quality issues, and workforce skills gaps.
What is AI in Manufacturing?
In an industrial context, Artificial Intelligence (AI) goes beyond general definitions to specifically address the unique challenges and opportunities within manufacturing. AI systems are designed to perceive data from the factory floor, learn from it, reason about it, and then act to optimize outcomes.
Unlike traditional automation, which follows pre-programmed instructions, AI can adapt to changing conditions, learn from experience, and make data-driven decisions. Key sub-fields of AI, such as machine learning and computer vision, are particularly pertinent to manufacturing applications, enabling predictive maintenance, quality control, and process optimization.
The Role of AI in Industry 4.0 and Smart Factories
AI is a central pillar and enabler of the Fourth Industrial Revolution (Industry 4.0). It integrates with other technologies like the Internet of Things (IoT), big data, and cloud computing to create “smart factories.” These factories are characterized by interconnected systems, real-time data exchange, predictive capabilities, and autonomous processes.
- Enhanced interconnectivity and data flow across the factory floor.
- Real-time monitoring and advanced analytics for operational insights.
- Self-optimizing production processes and adaptive manufacturing.
- Seamless human-machine collaboration.
Key AI Technologies Driving Manufacturing Transformation
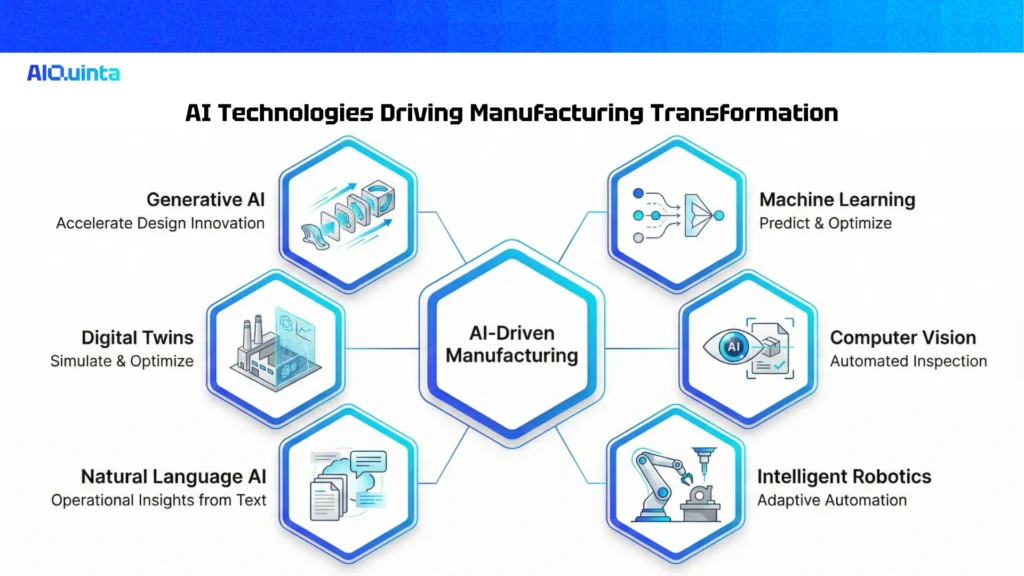
Machine Learning (ML) and Deep Learning for Data Analysis
Machine Learning (ML) and Deep Learning are sub-fields of AI that enable systems to learn from manufacturing data (sensors, historical production, quality checks) without explicit programming. These technologies analyze vast datasets to identify patterns, predict outcomes, and optimize processes.
Strengths:
- Predictive analytics (forecasting failures, demand)
- Process optimization (identifying bottlenecks)
- Quality control
- Efficient data handling
- Continuous adaptability
Weaknesses:
- Heavy data dependency (quality, quantity)
- Significant computational cost
- “Black box” interpretability issues for complex models
- Limited generalization outside training data
Computer Vision for Quality Control and Automation
Computer Vision (CV) enables machines to “see” and interpret visual data (images, video) from the factory floor. These systems are trained on vast datasets to identify patterns, anomalies, and defects, ensuring high levels of quality control and automation.
Strengths:
- Automated visual inspection (high accuracy, consistency)
- Precision and speed (detecting minute flaws)
- Real-time monitoring of equipment/processes
- Improved safety
- Enhanced robotics guidance
Weaknesses:
- Sensitivity to environmental factors (lighting)
- Need for large, accurately labeled datasets for training
- High initial implementation costs
- Complexity in setup and calibration
Robotics and Intelligent Automation
AI transforms traditional robotics into “intelligent automation” by adding cognitive capabilities. This shift leads to adaptive, learning systems like collaborative robots (cobots) and autonomous mobile robots (AMRs), enhancing productivity and safety.
Enhanced Capabilities:
- Increased flexibility and adaptability to varied tasks and environments.
- Improved human-robot collaboration for complex assembly.
- Autonomous navigation and decision-making for logistics.
- Real-time problem-solving and error recovery.
These enhancements result in significant improvements in productivity, safety, and operational efficiency.
Natural Language Processing (NLP) in Manufacturing
Natural Language Processing (NLP) enables machines to understand, interpret, and generate human language from text or voice data. This is particularly relevant for analyzing unstructured data prevalent in manufacturing (e.g., maintenance logs, customer feedback, supplier emails).
Strengths:
- Extraction of insights from unstructured text
- Automation of text-based tasks (reporting, data entry)
- Improved decision-making through qualitative data analysis
- Enhanced communication interfaces
Weaknesses:
- Data quality issues (inconsistent data)
- Challenges with domain-specific jargon
- Complexity of integration with legacy systems
- Data privacy concerns
Digital Twins for Simulation and Optimization
A digital twin is a virtual replica of a physical asset, process, or even an entire factory. AI empowers digital twins through real-time data processing from IoT sensors, predictive modeling (ML), and scenario simulation for optimization (RL).
AI-driven functionalities:
- Predictive analysis of performance and potential failures.
- Real-time anomaly detection and diagnostics.
- Simulation of “what-if” scenarios for process optimization.
- Remote monitoring and control.
Digital twins, enhanced by AI, allow manufacturers to test changes, optimize operations, and predict outcomes without physical intervention, leading to significant cost and time savings.
Generative AI for Design and Innovation
Generative AI is a technology capable of creating new content (designs, simulations, material compositions) based on learned patterns and specified parameters. In manufacturing, “generative design” applications allow AI to explore vast design possibilities, generating optimal solutions for specific performance, material, or cost constraints. This accelerates product development cycles, fosters innovation by suggesting unconventional designs, and can lead to significant material waste reduction and performance improvements. Examples include lightweight component design, novel tooling, or optimized structural elements.
Top Use Cases of AI in Manufacturing (2026 Edition)
The modern factory floor is a data-rich environment. AI processes this data to optimize four critical pillars:
Predictive Maintenance (PdM)
Traditional maintenance is reactive (fix it when it breaks) or preventive (fix it on a schedule). AI introduces predictive maintenance, utilizing machine learning algorithms to analyze vibration, thermal, and acoustic data from sensors.
How it works: AI detects subtle anomalies—like a bearing vibrating at a slightly different frequency—weeks before a failure occurs.
Impact: Reduces unplanned downtime by 30-50% and extends machine life by 20-40%.
Intelligent Quality Control
Computer Vision systems powered by Deep Learning are revolutionizing quality assurance. Unlike human inspectors who fatigue, AI cameras can inspect thousands of parts per minute with micron-level precision.
Example: A system detecting microscopic paint scratches or circuit board misalignments in real-time.
Impact: Defect detection rates reaching 99.2%, significantly reducing scrap and warranty claims.
Generative Design
Engineers are using AI to co-create products. By inputting constraints (weight, material, cost, strength), Generative Design algorithms test thousands of iterations to find the optimal geometry—often resulting in organic, alien-looking shapes that humans wouldn’t conceive.
Impact: Reduces material usage by 15-20% without compromising structural integrity.
Supply Chain Optimization
In a volatile global market, AI acts as a “control tower.” It analyzes weather patterns, geopolitical events, and historical sales data to forecast demand and automate inventory procurement.
Impact: Increases forecast accuracy by 50%+ and reduces inventory holding costs by 20-30%.
The ROI of AI: By The Numbers
| Metric | Traditional Manufacturing | AI-Enabled Manufacturing | Potential Improvement |
|---|---|---|---|
|
Defect Detection |
80-90% Accuracy |
99%+ Accuracy |
+10-20% |
|
Unplanned Downtime |
5-10% of Operating Time |
<1% of Operating Time |
-90% |
|
Energy Consumption |
Fixed / High |
Dynamic / Optimized |
-15-20% |
|
Forecasting Error |
20-30% |
<10% |
-50% |
|
Time-to-Market |
12-18 Months |
8-10 Months |
-30% |
Challenges and Risks: The "Data Trap"
While the benefits are clear, the path to implementation is fraught with hurdles.
Data Silos and Quality
AI is only as good as the data it is fed. Many factories suffer from “dirty data”—inconsistent formats, missing timestamps, or disconnected legacy systems (SCADA/PLC) that don’t talk to the cloud.
Solution: Invest in a Unified Data Namespace (UNS) or an Industrial IoT (IIoT) platform before deploying complex AI models.
The “Black Box” Problem
In safety-critical manufacturing, engineers need to know why an AI made a decision. An opaque AI model that rejects a batch of steel without explanation creates distrust.
Solution: Prioritize “Explainable AI” (XAI) models that provide reasoning for their outputs.
The Skills Gap
There is a shortage of workers who understand both metallurgy and machine learning.
Solution: Focus on upskilling current domain experts with low-code/no-code AI tools rather than just hiring data scientists who don’t understand manufacturing.
Implementation Roadmap: A 6-Step Strategy
How do you move from a pilot project to a smart factory? Follow this proven framework.
Phase 1: Assessment & Strategy
Identify High-Impact Areas: Don’t boil the ocean. Start with a specific bottleneck (e.g., a conveyor belt that keeps jamming).
Audit Data Maturity: Can you actually access the data needed to solve this problem?
Phase 2: The Pilot (Proof of Value)
Run a Pilot Project: Deploy a solution for 3 months.
Measure vs. Baseline: Compare results strictly against historical data. Did OEE (Overall Equipment Effectiveness) improve?
Phase 3: Scaling & Integration
Integrate with Workflow: Ensure the AI alerts appear where workers actually look (e.g., mobile tablets, not a dashboard in the IT room).
Continuous Learning (MLOps): AI models drift over time. Establish a process for retraining models as machinery ages or products change.
AIQuinta – Digitize all data from the production layer to the highest management layer & Embed Agentic AI to Analyze and Optimize Production.
Future Trends: What to Expect in 2027
Agentic AI: AI that negotiates with suppliers and schedules maintenance autonomously.
Lights-Out Manufacturing: Fully autonomous shifts for dangerous or repetitive production lines.
Industrial Metaverse: immersive training and remote repair using VR/AR overlaid on Digital Twins.
Conclusion
AI in manufacturing has graduated from “hype” to “necessity.” The manufacturers who win in the next decade will be those who treat data as a raw material just as vital as steel or silicon. By starting small, focusing on data quality, and prioritizing workforce collaboration, your organization can unlock the massive productivity gains of Industry 4.0.
FAQs
What are the key AI technologies used in manufacturing?
Key technologies include machine learning, computer vision, robotics, natural language processing, digital twins, and generative AI.
How does AI differ from traditional automation?
Traditional automation follows pre-programmed rules (if X, do Y). AI uses machine learning to learn from data, allowing it to handle complex, unpredictable scenarios and improve over time without being explicitly reprogrammed.
What is the main benefit of AI in manufacturing
Predictive maintenance and process optimization typically deliver the fastest ROI through reduced downtime and scrap.
Turn Enterprise Knowledge Into Autonomous AI Agents
Your Knowledge, Your Agents, Your Control
Your Knowledge, Your Agents, Your Control